
全国咨询热线:
13921090005
 |









焊丝标准 AWS A5.18 GB ER50-6 | 化学成分% | ||||||||
C | Mn | Si | Cu | S | P | Ni | Mo | Cr | |
牌号 ER50-6 | 0.06~0.15 | 1.40~1.85 | 0.80~1.15 | ≤ 0.50 | ≤ 0.025 | ≤ 0.025 | 各 ≤ 0.15 | ||
选择所需牌号--例如无镀铜气保焊丝ER50-6
选择盘装丝所需规格--0.8mm / 0.9mm / 1.0mm / 1.2mm/ 1.6mm/ 2.0mm
选择盘装丝包装方式--0.5kg / 1kg / 5kg / 15kg / 20kg
选择直条焊丝所需规格--1.6mm/ 2.0mm/ 2.4mm/ 3.0mm/ 3.2mm/ 4.0mm/ 5.0mm
选择直条焊丝包装方式--1kg / 5kg / 10kg / 20kg
产品应置于通风、干燥及酸、碱、油介质隔离的地方存放
焊丝拆去包装后,建议在焊丝上方施加适当的防尘遮盖物
产品出厂包装密封条件下可保存二年,拆去包装在通常大气环境下可保质三个月
种类 | 盘丝 (MIG) | 直条 (TIG) | |||||
规格(MM) | 0.8、0.9、1.0、1.2、1.6、2.0 | 1.6、2.0、2.4、3.2、4.0、5.0 | |||||
包装 | S100/1kg S200/5kg S270,S300/15kg-20kg | 5kg/box 10kg/box length :1000MM | |||||
熔敷金属 力学性能 | Rm (N/mm2) | ReL/Rp0.2 (N/mm2) | A (%) | KV2 (J) -30℃ | |||
≥ 500 | ≥ 420 | ≥ 22 | ≥ 27 | ||||
焊丝直径(MM) | 0.8 | 1.0 | 1.2 | 1.6 | |||
MIG 焊 | 焊接电流 A | 50 – 100 | 50 – 220 | 80 – 350 | 170 – 550 | ||
CO2气体流量L/min | 15 | 15 – 20 | 15 – 25 | 20 – 25 | |||
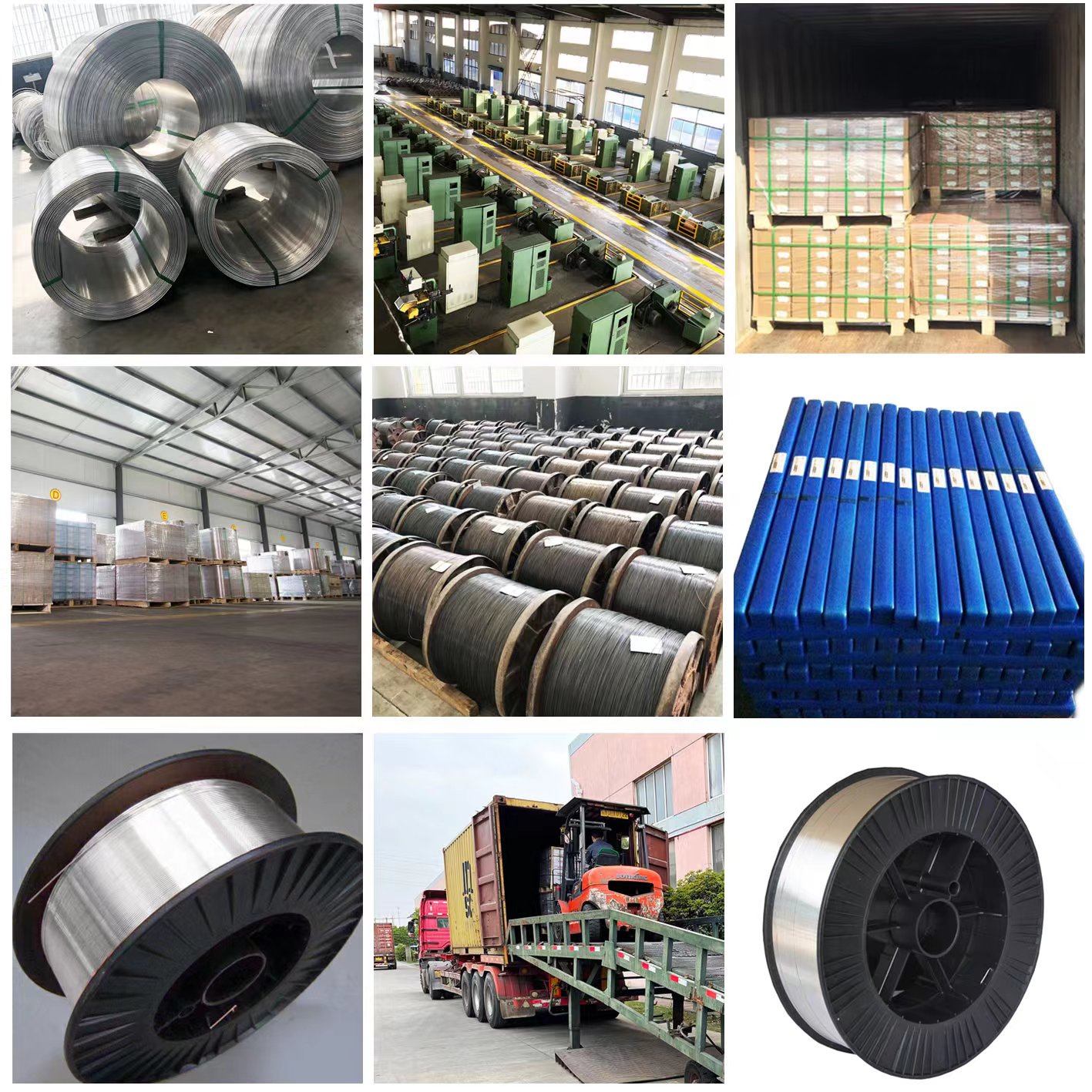
无镀铜气保焊丝ER50-6厂区环境展示

无镀铜气保焊丝ER50-6广泛应用于各种500N/mm2抗拉强度等级结构钢部件焊接,各种500N/mm2抗拉强度等级板材、管材焊接。



