
全国咨询热线:
13921090005
 |
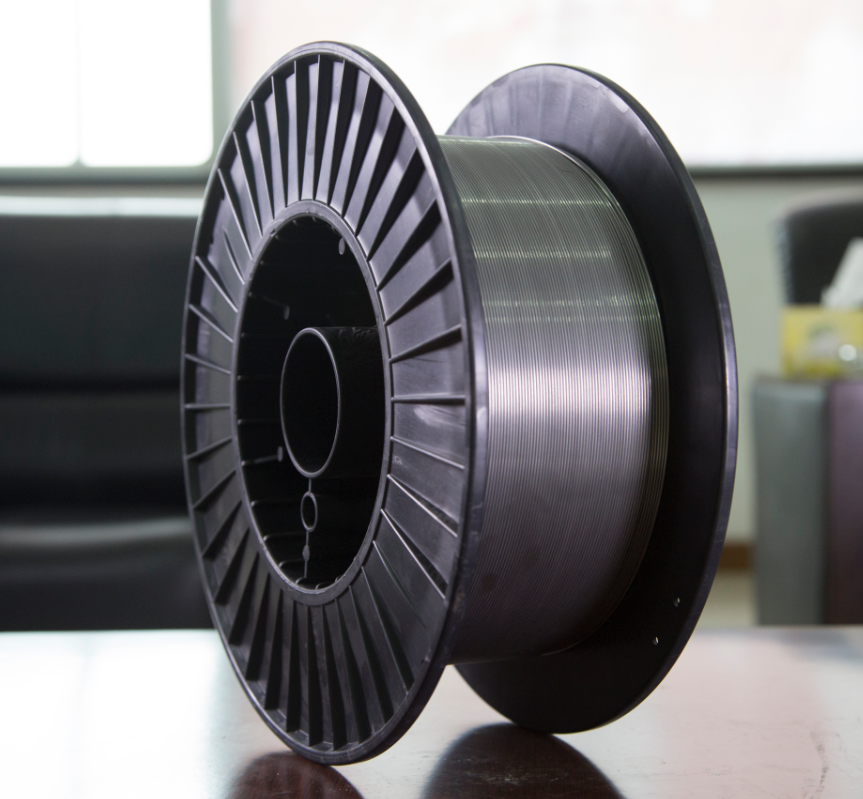





E308LT0-3是一种不锈钢焊条,属于AWS(美国焊接学会)标准中的分类。以下是其主要特点和应用信息:
分类:AWS A5.4 E308LT0-3
类型:钛型药皮的超低碳奥氏体不锈钢焊条
焊接位置:适用于全位置焊接(平焊、横焊、立焊、仰焊)
药皮类型:T0-3表示钛型药皮,直流正接(DC+)
超低碳含量(L表示低碳,碳含量≤0.04%)
主要合金元素为铬(约19-21%)和镍(约9-11%)
用于焊接304L类不锈钢
适用于要求低碳含量的场合,可减少碳化物析出和晶间腐蚀
常用于食品加工设备、化工容器、医药设备等行业
电弧稳定,飞溅小
焊缝成型美观
熔渣覆盖良好,易于清除
这种焊条特别适用于对耐腐蚀性要求较高且不能进行焊后热处理的场合
化学成份 (wt%)

 E308LT0-3 Gasless Stainless Steel Flux Cored Wire Welding.pdf
E308LT0-3 Gasless Stainless Steel Flux Cored Wire Welding.pdf
选择所需牌号--例如E308LT1-1,E309LT1-1,E310LT1-1,E2209T1-1,E308LT0-3
选择盘装丝所需规格--0.8mm / 0.9mm / 1.0mm / 1.2mm/ 1.6mm/ 2.0mm
选择盘装丝包装方式--0.5kg / 1kg / 5kg / 12.5kg / 15kg
选择直条焊丝所需规格--1.6mm/ 2.0mm/ 2.4mm/ 3.0mm/ 3.2mm/ 4.0mm/ 5.0mm
选择直条焊丝包装方式--1kg / 5kg / 10kg / 20kg
产品应置于通风、干燥及酸、碱、油介质隔离的地方存放
焊丝拆去包装后,建议在焊丝上方施加适当的防尘遮盖物
焊前应清除焊丝表面的油、垢及锈等污物。焊接处须彻底清除油污、铁锈、水份等表面杂质,以防止焊接时产生气孔、裂纹等,清理时,坡口面及周围要磨出金属光泽
E308LT0-3 是一种超低碳不锈钢焊条,适用于焊接 304L 类不锈钢。为确保焊接质量,使用时需注意以下事项:
✅ 母材清洁:焊接前需彻底清除母材表面的油污、锈蚀、水分等杂质,防止气孔和夹渣。
✅ 焊条烘干:通常需在 150~200℃ 烘干 1 小时(具体参考厂商建议),避免药皮吸潮导致气孔。
✅ 坡口处理:采用机械加工或打磨方式制备坡口,避免碳钢污染(如使用专用砂轮)。
| 参数 | 推荐值(仅供参考,具体以厂商数据为准) |
|---|---|
| 电流类型 | 直流正接(DC+) |
| 电流范围 | Φ2.5mm:50~80A Φ3.2mm:80~110A Φ4.0mm:110~150A |
| 电弧长度 | 短弧焊接(1~2mm),避免过长导致气孔 |
| 焊接速度 | 适中,过快易导致未熔合,过慢易导致过热 |
⚠ 层间温度控制:建议 ≤150℃,避免高温停留时间过长导致晶间腐蚀。
⚠ 摆动方式:窄焊道、小摆动,减少热输入,防止热影响区(HAZ)敏化。
⚠ 避免交叉污染:
禁止使用碳钢工具(如钢丝刷、锤子)接触焊缝,防止铁素体污染。
使用不锈钢专用钢丝刷或砂轮清理焊道。
✅ 熔渣清理:焊后趁热(约 80~100℃)敲渣,避免冷脆难以清除。
✅ 焊缝酸洗 & 钝化(可选):
使用 不锈钢酸洗膏 去除氧化层,提高耐腐蚀性。
钝化处理(如硝酸钝化)可增强表面抗腐蚀能力。
通风要求:焊接时确保良好通风,避免吸入有害烟尘。
个人防护:佩戴 焊接面罩、防尘口罩、耐高温手套,防止紫外线和金属飞溅伤害。
E308LT0-3 焊条适用于 304L 不锈钢焊接,需严格控制 低热输入、短弧焊接、层间温度,并做好 焊前清理和焊后处理,以确保焊缝耐腐蚀性和力学性能。
机械性能
机械性能 | 屈服强度MPa | 抗拉强度 MPa | 伸长率% | 冲击值J /℃ |
AWS | - | 520 | 35 | - |
推荐电流范围:(DC+)
焊丝直径(mm) | 1.2 | 1.6 |
电流(A) | 120-250 | 160-300 |
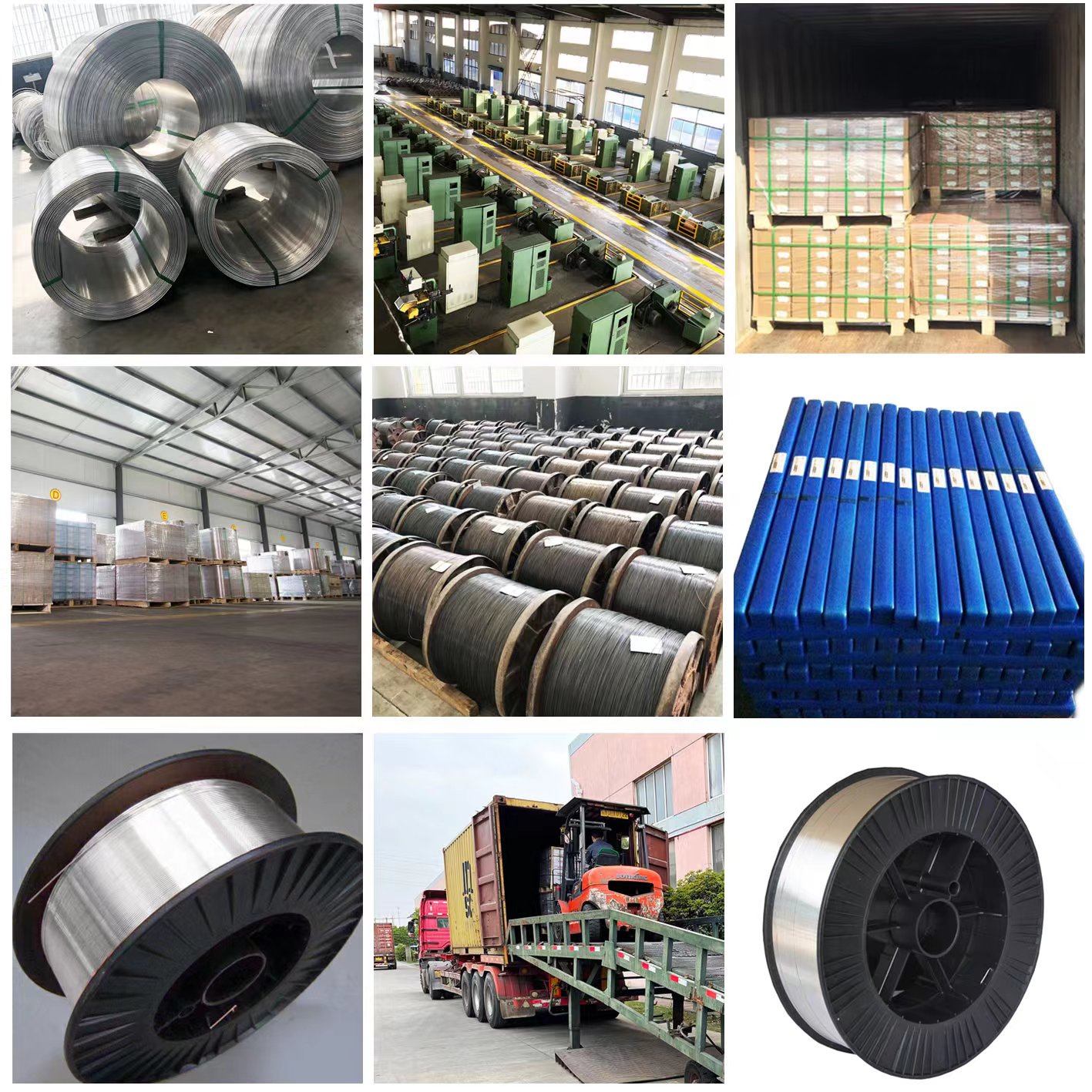
E308LT0-3不锈钢药芯焊丝厂区环境展示
E308LT0-3不锈钢焊丝广泛应用于相似成分母材的焊接,用于制作要求良好综合性能的设备和机件,家具装饰和食品医疗行业。









