
全国咨询热线:
13921090005
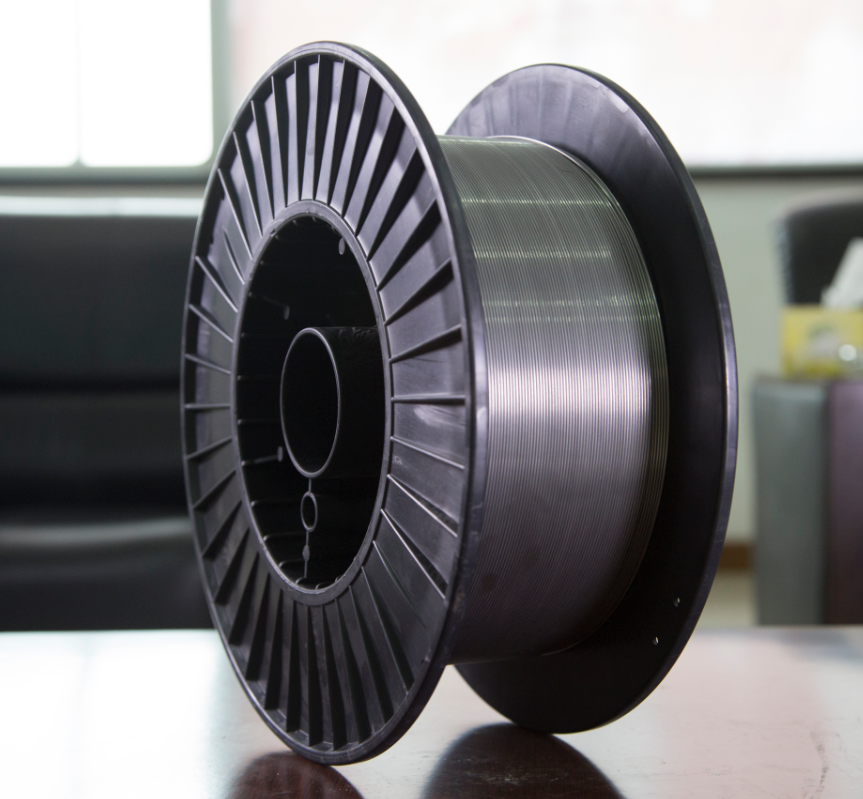 |






E308LT1-4 是一种 钛型药芯焊丝,符合 AWS A5.22 标准,适用于 MAG(混合气体保护焊)或自保护焊接。
超低碳(L):碳含量 ≤0.04%,减少碳化物析出,提高抗晶间腐蚀能力。
全位置焊接:适用于平焊、横焊、立焊和仰焊。
高效焊接:熔敷效率高,飞溅少,焊缝成型美观。
主要用于焊接 304L、304 等 18-8 型奥氏体不锈钢,适用于:
食品加工设备
化工容器 & 管道
制药设备
建筑装饰 & 压力容器
| 焊丝直径 (mm) | 电流范围 (A) | 电压范围 (V) | 保护气体 | 气体流量 (L/min) |
|---|---|---|---|---|
| 1.2 | 90~220 | 18~24 | Ar+20% CO₂ 或 98% Ar + 2% O₂ | 15~20 |
| 1.6 | 180~320 | 22~28 | Ar+20% CO₂ 或 98% Ar + 2% O₂ | 18~25 |
✅ 极性:直流反接(DC-)
✅ 干伸长度:15~25mm
✅ 焊枪角度:推荐 80°~90°(推焊方式)
✅ 层间温度:≤150℃,避免过热
母材清理:去除油污、锈蚀、氧化皮(建议用不锈钢专用砂轮或钢丝刷)。
保护气体检查:确保气体纯度和流量合适,防止气孔。
熔渣清理:焊后及时清除熔渣(钛型药皮熔渣较易脱落)。
酸洗钝化(可选):使用 不锈钢酸洗膏 去除氧化层,提高耐腐蚀性。
| 抗拉强度 (MPa) | 屈服强度 (MPa) | 延伸率 (%) | 冲击韧性 (J, -196℃) |
|---|---|---|---|
| ≥520 | ≥210 | ≥35 | ≥27 |
包装规格:15kg/盘(标准卷装)或桶装。
储存条件:干燥通风环境,避免受潮(建议湿度 ≤60%)。
使用前烘干:一般无需烘干,但若存放环境潮湿,可 60~80℃ 烘干 1 小时。
⚠ 通风要求:焊接时确保良好通风,避免吸入有害烟尘。
⚠ 防护措施:佩戴 焊接面罩、防尘口罩、耐高温手套,防止紫外线和飞溅伤害。
E308LT1-4 是一种高效、易用的不锈钢药芯焊丝,适用于 304L 不锈钢焊接,具有 低飞溅、高熔敷效率、良好耐腐蚀性 等特点,广泛应用于食品、化工、制药等行业。
化学成份 (wt%)

 E308LT1-4 Gasless Stainless Steel Flux Cored Wire Welding.pdf
E308LT1-4 Gasless Stainless Steel Flux Cored Wire Welding.pdf
选择所需牌号--例如E308LT1-4,E309LT1-1,E310LT1-1,E2209T1-1
选择盘装丝所需规格--0.8mm / 0.9mm / 1.0mm / 1.2mm/ 1.6mm/ 2.0mm
选择盘装丝包装方式--0.5kg / 1kg / 5kg / 12.5kg / 20kg
选择直条焊丝所需规格--1.6mm/ 2.0mm/ 2.4mm/ 3.0mm/ 3.2mm/ 4.0mm/ 5.0mm
选择直条焊丝包装方式--1kg / 5kg / 10kg / 20kg
产品应置于通风、干燥及酸、碱、油介质隔离的地方存放
焊丝拆去包装后,建议在焊丝上方施加适当的防尘遮盖物
焊前应清除焊丝表面的油、垢及锈等污物。焊接处须彻底清除油污、铁锈、水份等表面杂质,以防止焊接时产生气孔、裂纹等,清理时,坡口面及周围要磨出金属光泽
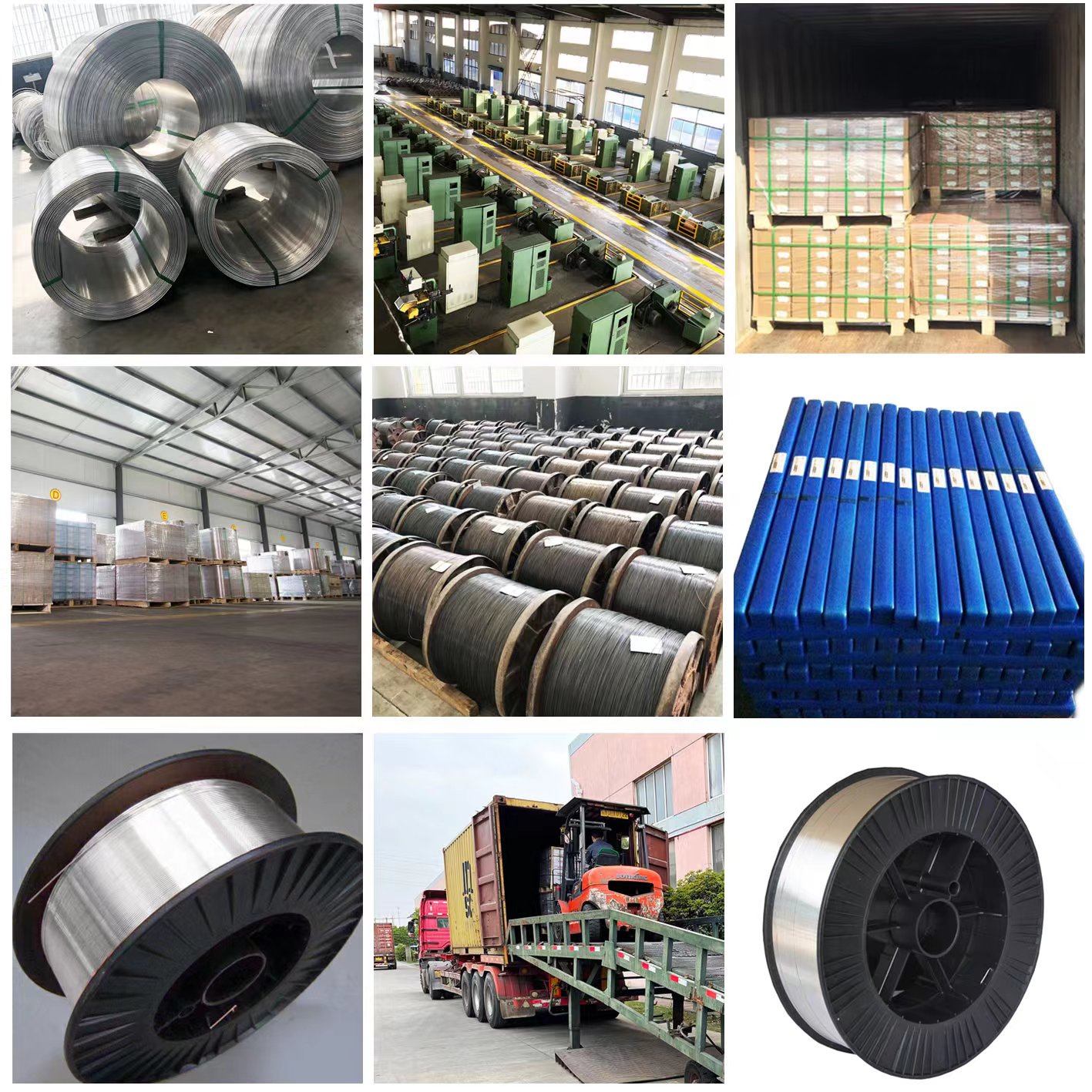
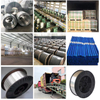
E308LT1-4不锈钢药芯焊丝厂区环境展示
E308LT1-4不锈钢焊丝广泛应用于相似成分母材的焊接,用于制作要求良好综合性能的设备和机件,家具装饰和食品医疗行业。









