
全国咨询热线:
13921090005
 |




焊丝标准 AWS A 5.9 YB/T5092 | 化学成分% | ||||||||
C | Mn | Si | Cr | Ni | P | S | Mo | Cu | |
牌号 ER316LSi | ≤ 0.03 | 1.0–2.5 | 0.65 – 1.0 | 18 – 20 | 11 – 14 | ≤0.03 | ≤0.03 | 2 – 3 | ≤0.75 |
ER316LSi不锈钢焊丝样册下载
选择所需牌号--例如ER304,ER309,ER309L,ER309Lsi,ER316,ER316L,ER316Lsi
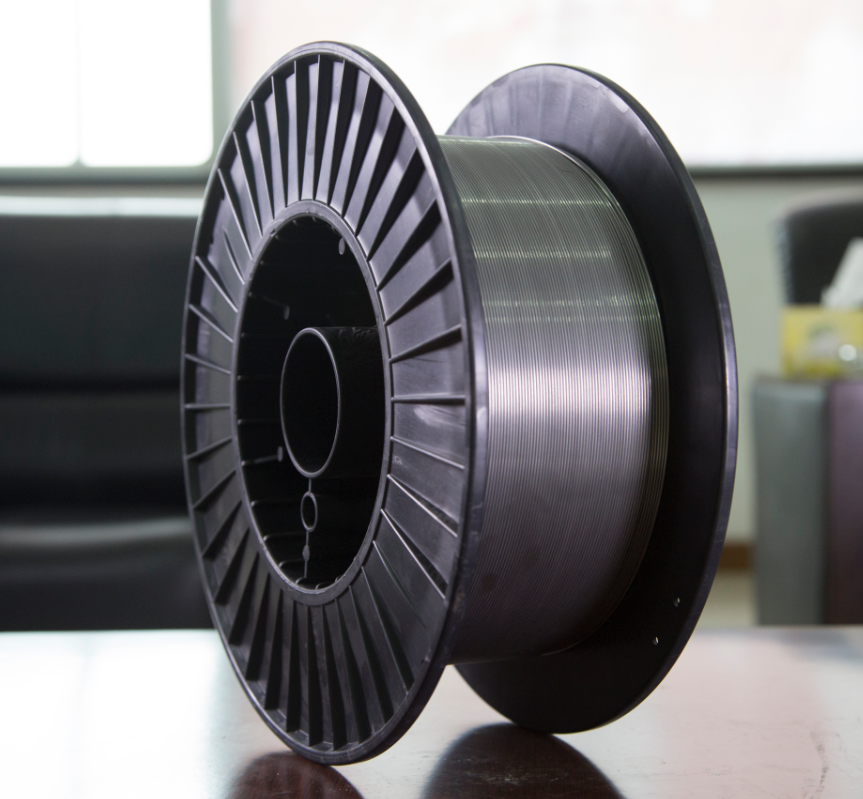
选择盘装丝所需规格--0.8mm / 0.9mm / 1.0mm / 1.2mm/ 1.6mm/ 2.0mm
选择盘装丝包装方式--0.5kg / 1kg / 5kg / 15kg / 20kg
选择直条焊丝所需规格--1.6mm/ 2.0mm/ 2.4mm/ 3.0mm/ 3.2mm/ 4.0mm/ 5.0mm
选择直条焊丝包装方式--1kg / 5kg / 10kg / 20kg
产品应置于通风、干燥及酸、碱、油介质隔离的地方存放
焊丝拆去包装后,建议在焊丝上方施加适当的防尘遮盖物
焊前应清除焊丝表面的油、垢及锈等污物。焊接处须彻底清除油污、铁锈、水份等表面杂质,以防止焊接时产生气孔、裂纹等,清理时,坡口面及周围要磨出金属光泽
为使焊缝获得良好的机械性能,MIG 焊接的保护气体建议采用Ar+2%O2,保护气体流量以20-25L/min 为优。TIG 焊接的保护气体建议采用纯氩气保护,保护气体流量以8-15L/min为宜,钨极伸出长度约为3~5mm、弧长1~3mm;风速限制≤1.0M/s 建议在焊接区背面通氩气保护
在焊接过程中,焊接线能量的大小直接影响焊缝金属的力学性能及抗裂性能等,应引起更多关注
以上焊接方法、条件及规范的建议仅供参考,用户在将焊丝用于正式产品焊接前应根据自身焊接特点进行工艺评定
种类 | 盘丝 (MIG) | 直条 (TIG) | ||||||
规格(MM) | 0.8、0.9、1.0、1.2、1.6、2.0 | 1.6、2.0、2.4、3.2、4.0、5.0 | ||||||
包装 | S100/1kg S200/5kg S270,S300/15kg-20kg | 5kg/box 10kg/box length :1000MM | ||||||
熔敷金属 力学性能 | 抗拉强度Mpa | 断后伸长率A(%) | ||||||
≥ 530 | ≥ 30 | |||||||
焊丝直径(MM) | 0.8 | 1.0 | 1.2 | 1.6 | 2.0 | 2.5 | 3.2 | |
参考电流(A) | 70 ~ 150 | 100 ~ 200 | 140 ~ 220 | 50 ~ 100 | 100 ~ 200 | 200 ~ 300 | 300 ~ 400 | |
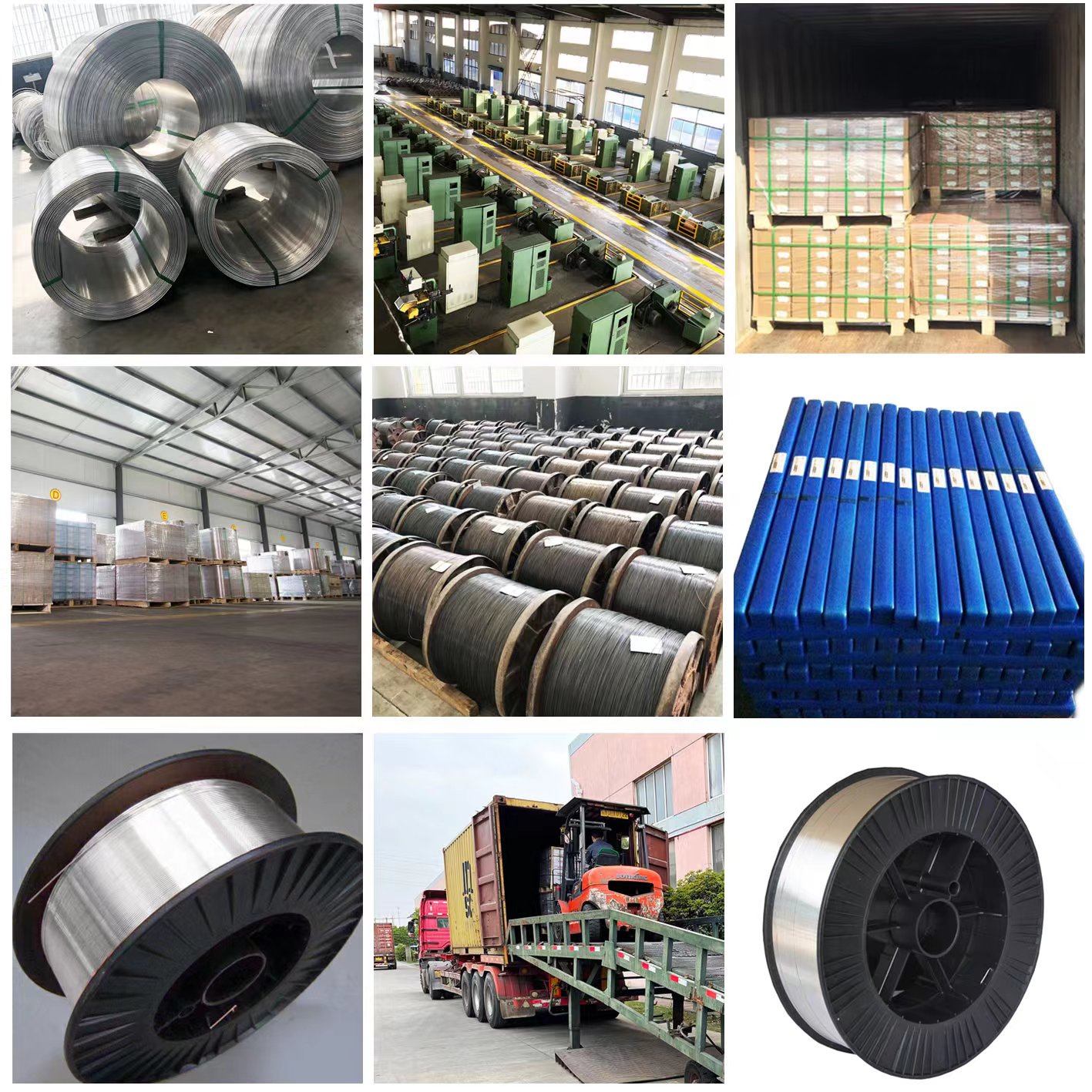
ER316LSi不锈钢焊丝厂区环境展示
ER316LSi不锈钢焊丝广泛应用于焊接18Cr-12Ni-Mo2超低碳不锈钢,焊接工艺性好,抗晶间腐蚀性能优良,由于增加了Si的含量,焊接操作性及熔金流动性更佳。










