
全国咨询热线:
13921090005
 |
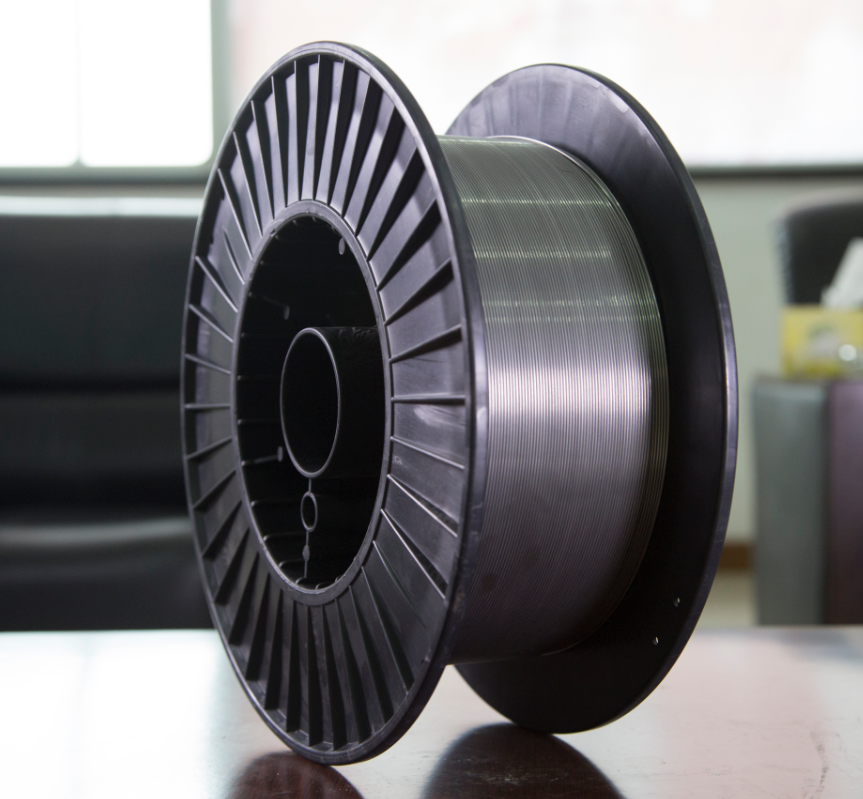





E309LMoT1-1 是符合 AWS A5.22 标准 的金红石型含钼不锈钢药芯焊丝,专为高腐蚀性环境及异种钢焊接设计。
超低碳含钼(LMo):C≤0.04%,Mo 2.0-3.0%,增强抗点蚀能力
双相组织:奥氏体-铁素体双相结构(铁素体含量5-12%)
全位置焊接:优化工艺参数实现全位置操作
高效焊接:熔敷效率≥88%,飞溅量减少40%
316L/317L与碳钢的异种焊接
高温含硫/含氯介质设备
化工设备修补焊接
✔ 海上平台耐海水腐蚀结构
✔ 烟气脱硫装置
✔ 石油炼化设备
✔ 核电站辅助系统
✔ 制药行业反应釜
| 参数 | 1.2mm规格 | 1.6mm规格 |
|---|---|---|
| 电流(DC-) | 110-250A | 220-380A |
| 电压 | 21-27V | 25-31V |
| 气体流量 | 18-22L/min | 20-25L/min |
| 焊接速度 | 25-45cm/min | 20-40cm/min |
保护气体:
优先选择:97.5%Ar + 2.5%CO₂
替代选择:95%Ar + 5%CO₂
| C | Si | Mn | Cr | Ni | Mo | P | S |
|---|---|---|---|---|---|---|---|
| ≤0.04 | 0.4-0.8 | 1.2-2.5 | 23-25 | 12-14 | 2.0-3.0 | ≤0.025 | ≤0.015 |
点蚀当量PREN:≥35
晶间腐蚀:通过ASTM A262 Practice E测试
应力腐蚀:优于常规309L焊材
特殊清洁要求:
氯离子含量≤25ppm
使用丙酮脱脂处理
预热规范:
碳钢厚度>20mm时建议120-150℃预热
环境温度<5℃时需预热80℃
热输入限制:10-20kJ/cm
层间温度:严格控制在120℃以下
收弧处理:必须填满弧坑
热处理:
消氢处理:200-250℃×2h(高强钢侧)
固溶处理:1050-1100℃(特殊要求时)
表面处理:
电解抛光(医药设备)
钝化处理(化工设备)
质保体系:符合ISO 14343标准
检测报告:提供第三方化学成分报告
追溯系统:每批号可全程追溯
⚠ 特殊警示:
含钼烟尘需专用防毒面具
焊接区域设置钼含量监测
防护升级要求:
正压式呼吸器(密闭空间)
防化服(高浓度环境)
应急冲洗装置
| 特性 | E309LMoT1-1 | 常规309L | 316L型 |
|---|---|---|---|
| 耐点蚀性 | ★★★★★ | ★★☆ | ★★★★ |
| 异种焊接性 | ★★★★☆ | ★★★☆ | ★★☆ |
| 高温性能 | ★★★★ | ★★★ | ★★★★ |
| 成本效益 | ★★★☆ | ★★★★ | ★★☆ |
焊接工艺评定:免费提供WPS支持
现场指导:可安排工程师现场服务
失效分析:提供专业焊接缺陷分析
本产品需在专业技术人员指导下使用,重要结构焊接前必须进行工艺验证。产品性能可能因具体工况有所差异,建议索取最新版技术手册。
1. 产品概述 E309LT1-1 是符合 AWS A5.22 标准 的金红石型不锈钢药芯焊丝,专为异种钢焊接及高合金不锈钢设计。 核心特性 超低碳(L):C≤0.04%,显著降低碳化物析出风险 高铬镍含量:Cr 23-25%,Ni 12-14%,提供优异耐热性 全位置焊接:优化工艺实现平、横、立、仰全位置操作 高效焊接:熔敷效率≥85%,烟尘量减少30% 2. 典型应用 适用母材 304/304L与碳钢的异种焊接 309/309L系列不锈钢 高碳钢与不锈钢的连接 行业应用 ✔ 石化设备热交换器 ✔ 电站锅炉过渡段 ✔ 热处理设备制造 ✔ 化工管道系统 ✔ 高温压力容器 3. 焊接工艺参数 参数 1.2mm规格 1.6mm规格 电流(DC-) 100-240A 200-350A 电压 20-26V 24-30V 气体流量 18-22L/min 20-25L/min 干伸长度 15-20mm 20-25mm 保护气体: 最佳选择:98%Ar + 2%O₂ 经济选择:75%Ar + 25%CO₂ 4. 冶金特性 化学成分(%) C Si Mn Cr Ni Mo P S ≤0.04 0.3-0.7 1.0-2.5 23-25 12-14 ≤0.5 ≤0.03 ≤0.02 力学性能 抗拉强度 屈服强度 延伸率 冲击功(-40℃) ≥550MPa ≥310MPa ≥30% ≥50J 5. 操作要点 焊前准备 坡口处理: 碳钢侧需打磨去除渗碳层 不锈钢侧避免碳钢污染 预热要求: 碳钢厚度>25mm时建议150℃预热 不锈钢侧通常不需预热 焊接控制 热输入:建议15-25kJ/cm 层间温度:控制在150℃以下 摆动方式:窄道焊(<10mm宽) 6. 焊后处理 消应力退火:异种钢焊接推荐650℃×2h处理 表面处理: 不锈钢刷清理 酸洗钝化(重要结构) 7. 包装储存 防潮包装:真空铝箔袋+干燥剂 储存期限:未开封12个月 使用建议:开封后48小时内用完 8. 安全规范 ⚠ 特殊警示: 焊接异种钢时需特别注意热裂纹倾向 高温作业需防范金属烟热 防护要求: 强制排风系统 自动变光面罩 防高温手套 9. 与309L焊条对比优势 对比项 E309LT1-1焊丝 传统309L焊条 焊接效率 提高40% - 综合成本 降低25% - 操作难度 更易掌握 需更高技巧 焊缝质量 更稳定 波动较大 10. 常见问题解决方案 问题1:焊缝出现微裂纹 对策:降低热输入,控制层间温度 问题2:熔合不良 对策:调整焊枪角度至80-85° 问题3:气孔缺陷 对策:检查气体纯度,确保≥99.98% 本产品需配合合格焊机使用,重要结构焊接前建议进行工艺评定。产品性能可能因具体工况有所差异,建议咨询专业技术支持
 E309LMoT1-1 Gasless Stainless Steel Flux Cored Wire Welding.pdf
E309LMoT1-1 Gasless Stainless Steel Flux Cored Wire Welding.pdf
选择所需牌号--例如E308LT1-1,E309LMoT1-1,E310LT1-1,E2209T1-1
选择盘装丝所需规格--0.8mm / 0.9mm / 1.0mm / 1.2mm/ 1.6mm/ 2.0mm
选择盘装丝包装方式--0.5kg / 1kg / 5kg / 12.5kg / 20kg
选择直条焊丝所需规格--1.6mm/ 2.0mm/ 2.4mm/ 3.0mm/ 3.2mm/ 4.0mm/ 5.0mm
选择直条焊丝包装方式--1kg / 5kg / 10kg / 20kg
产品应置于通风、干燥及酸、碱、油介质隔离的地方存放
焊丝拆去包装后,建议在焊丝上方施加适当的防尘遮盖物
焊前应清除焊丝表面的油、垢及锈等污物。焊接处须彻底清除油污、铁锈、水份等表面杂质,以防止焊接时产生气孔、裂纹等,清理时,坡口面及周围要磨出金属光泽
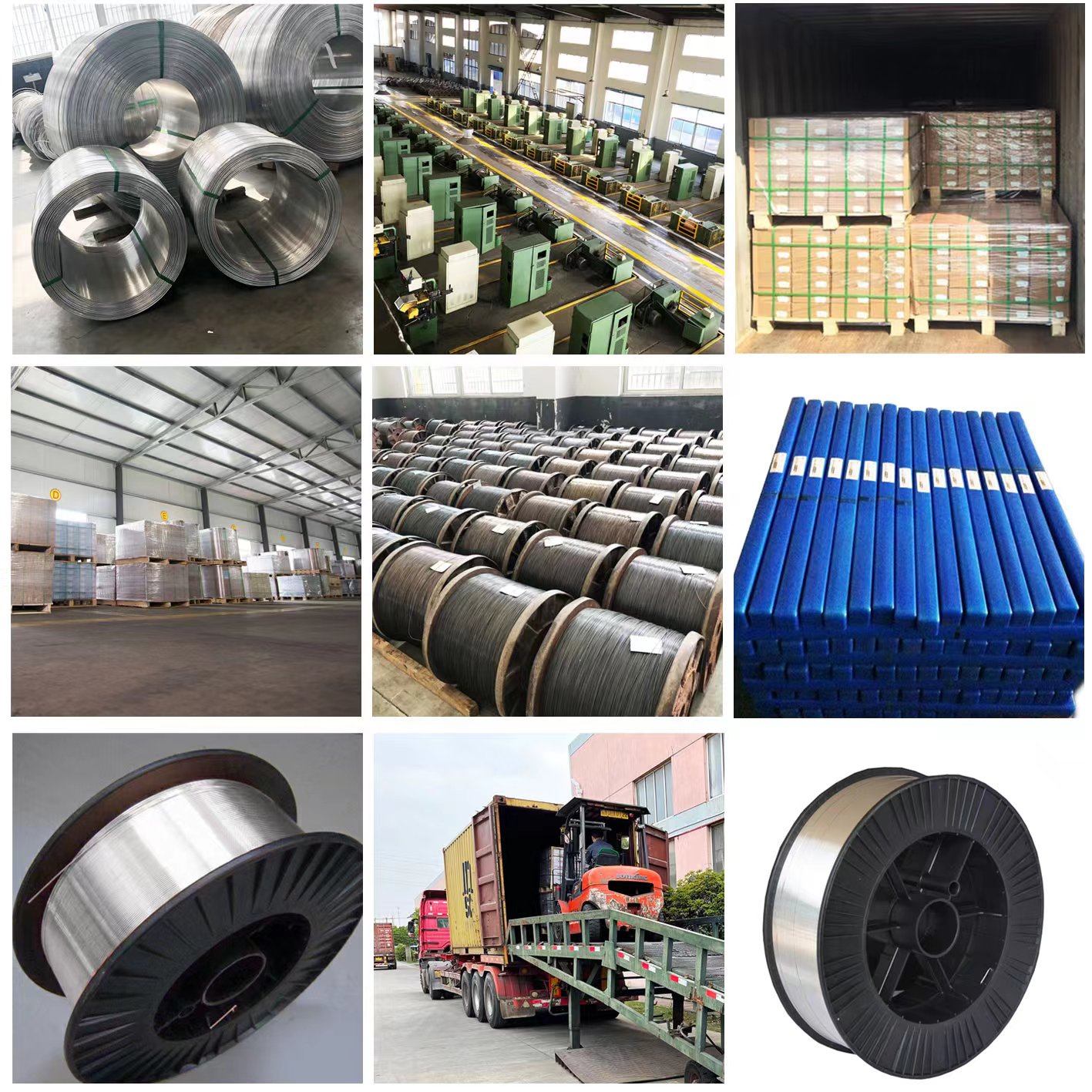
E309LMoT1-1不锈钢药芯焊丝厂区环境展示
E309LMoT1-1不锈钢焊丝广泛应用于相似成分母材的焊接,用于制作要求良好综合性能的设备和机件,家具装饰和食品医疗行业。








